
















GUINA
Share
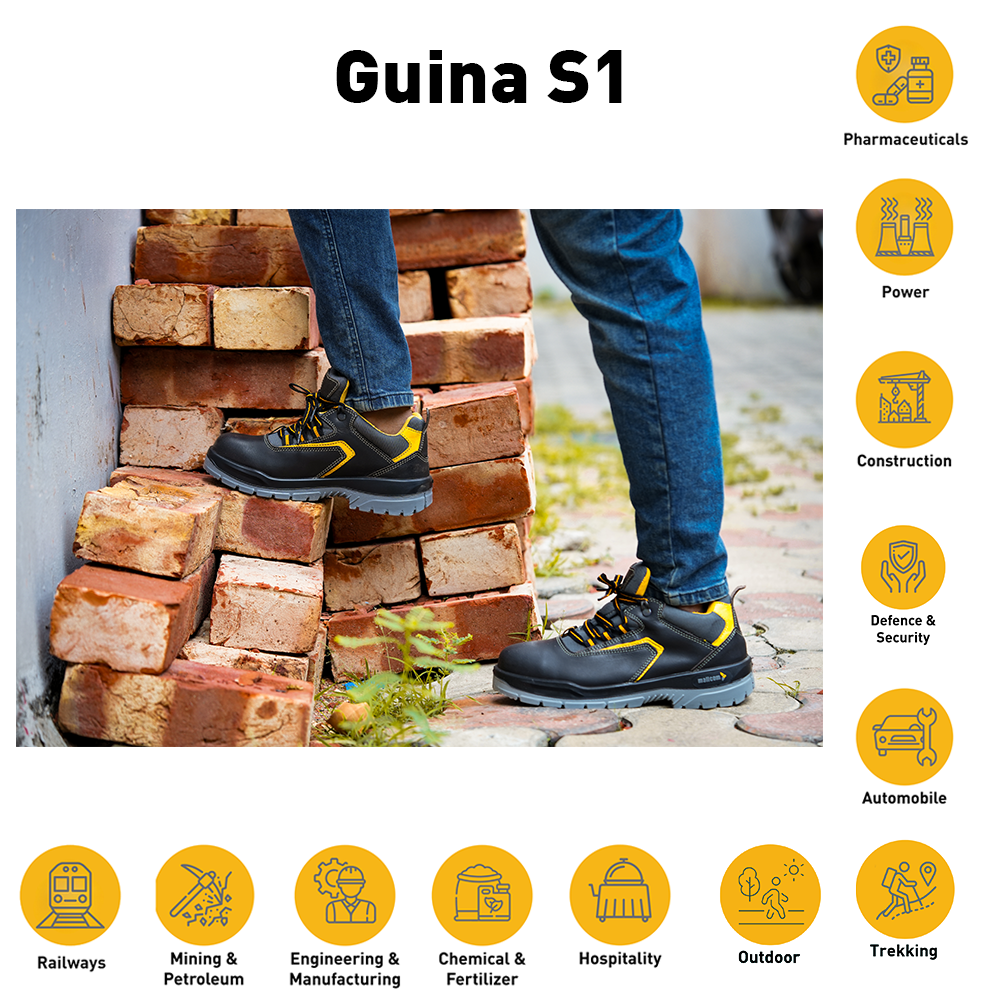
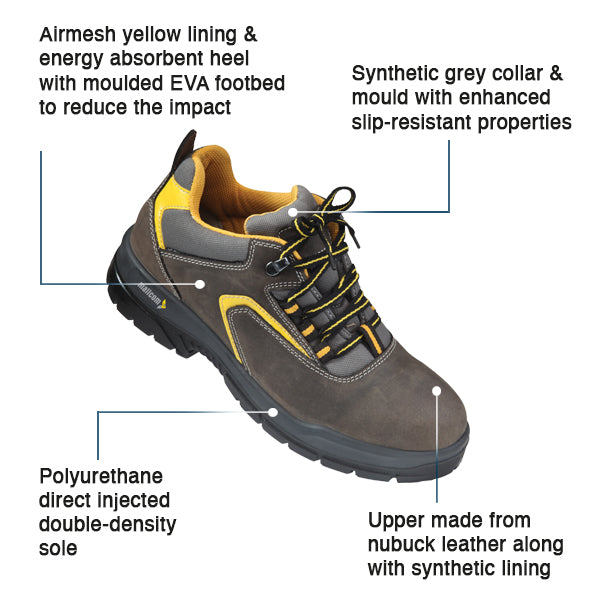
Low Ankle Safety Shoe
-
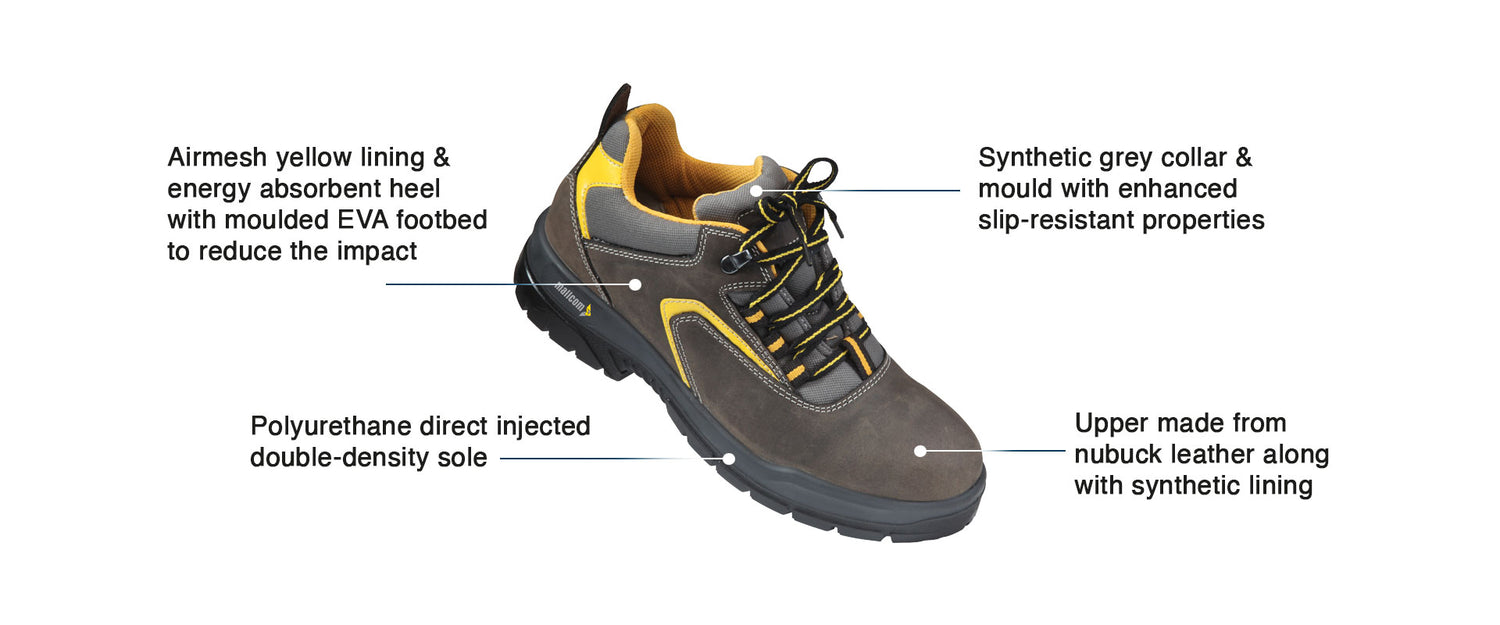
UPPER: Genuine Buff Nubuck Non Din & Cordura + Yellow synthetic deco
-
LINING: Breathable, Comfortable , Moisture Wicking Mustard Yellow Air Mesh
-
STEEL TOE: Steel toe cap as per European standards provide plenty of toe room and ensure there is no discomfort or fatigue even after long hours of use. Tested for energy level up to 200 Joules
-
INSOCKS: Removable EVA Polyamide Antistatic
-
ANTISTATIC: Shoes have electrical resistance between 100 K and 1000 M Ohms.
Oil Resistant
Slip Resistant
Impact Resistant
Anti-penetration
Bulk Orders
For Bulk Orders, Fill out the enquiry form and someone from our team will get back to you as soon as possible.

Couldn't load pickup availability
EN 20345:2022
Delivery & Services

Easy Return
with our 15 days return poicy






ABOUT THE DESIGN
USEFUL IN THESE INDUSTRIES
HEAVY ENGINEERING
IRON & STEEL
OIL & GAS
REPAIRS & MAINTENANCE

Product Features
ABOUT THE DESIGN
USEFUL IN THESE INDUSTRIES
HEAVY ENGINEERING
IRON & STEEL
OIL & GAS
REPAIRS & MAINTENANCE
Product Details




















