






















LPKY
Share
Cut & Sewn Nitrile Gloves
-
VERSATILE OIL AND ABRASION RESISTANCE - Crafted with light palm yellow nitrile coating, these cut & sewn gloves offer superior oil and abrasion resistance. Ideal for use in oily and slippery environments, they provide reliable protection against chemical hazards while maintaining durability for long-lasting performance
-
COMFORTABLE AND HYGIENIC DESIGN - Featuring a cotton interlock knitted fabric lining and knitted wrist, these gloves ensure comfort and prevent dust ingress during use. The lightweight construction enhances wearer comfort, allowing for extended wear without fatigue. Additionally, the textile incorporates a sanitized hygiene function, providing long-lasting freshness for enhanced hygiene
-
ENHANCED GRIP AND PROTECTION - The nitrile coating not only offers resistance to oil and abrasion but also provides excellent grip on various surfaces, ensuring stability and control during tasks. These gloves are designed to withstand challenging work environments while effectively resisting dirt and contaminants, maintaining cleanliness and safety
-
LONG-LASTING FRESHNESS WITH SANITIZED TECHNOLOGY - This product includes the active biocidal substance zinc pyrithione, which is integrated into the textile to provide long-lasting freshness. Sanitized technology, a registered trademark of sanitized AG, ensures hygiene and cleanliness, making these gloves suitable for prolonged use in demanding industrial settings
Oil Resistant
Abrasion
Dirt Resistant
Bulk Orders
For Bulk Orders, Fill out the enquiry form and someone from our team will get back to you as soon as possible.

Couldn't load pickup availability
EN388
Delivery & Services

Easy Return
with our 15 days return poicy










ABOUT THE DESIGN
USEFUL IN THESE INDUSTRIES
MATERIAL HANDLING
OIL & GAS
PAINT & CHEMICAL
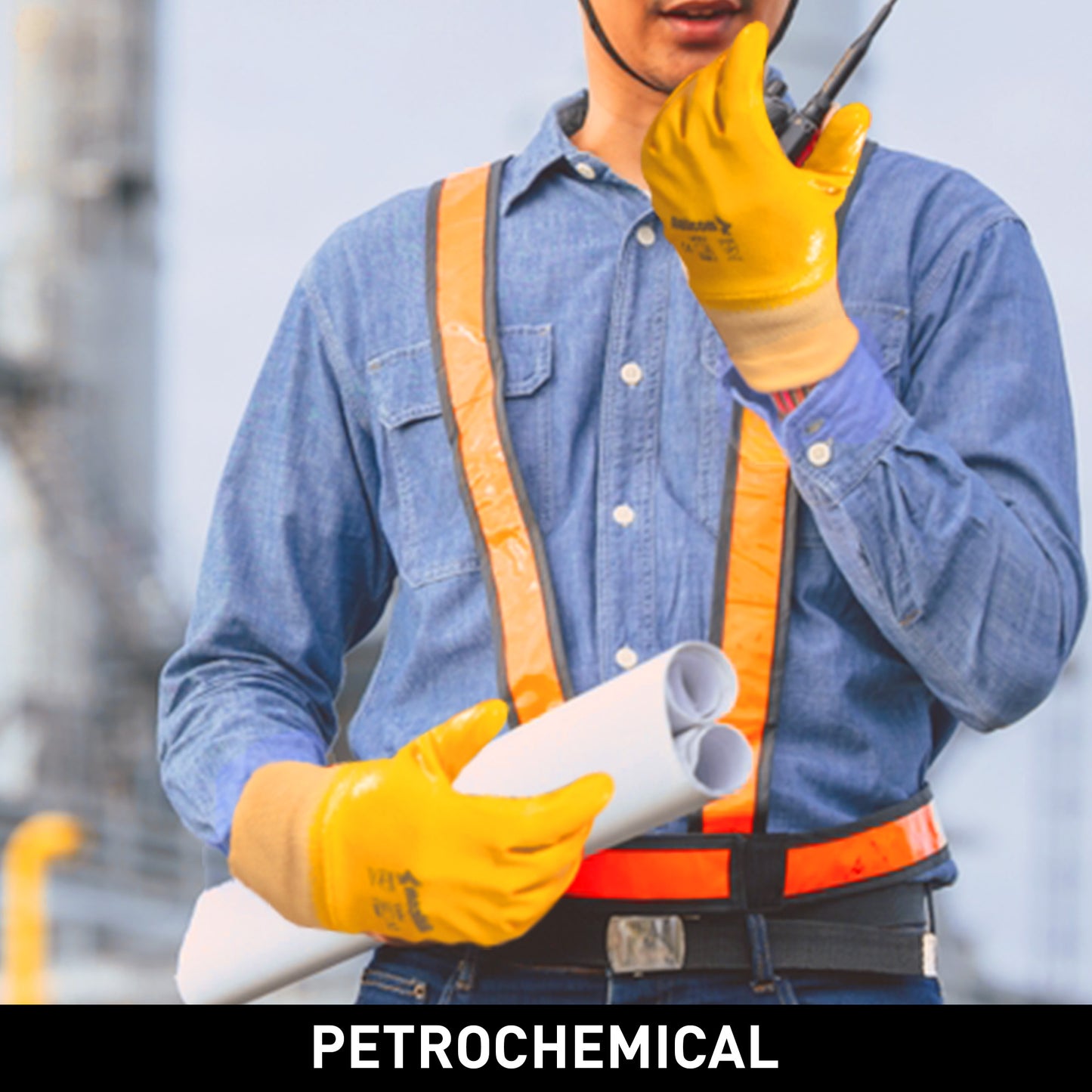
PETROCHEMICAL

Resistance to abrasion based on the number of cycles required to abrade through the sample glove (abrasion by sandpaper under a stipulated pressure). The protection factor is then indicated on a scale from 1 to 4 depending on how many revolutions are required to make a hole in the material. The higher the number, the better the gloves.
Blade cut resistance based on the number of cycles required to cut through the sample at a constant speed. The protection factor is then indicated on a scale from 1 to 5.
Tear resistances based on the amount of force required to tear the sample. The protection factor is then indicated on a scale from 1 to 4.
Puncture resistances based on the amount of force required to pierce the sample with a standardly sized point. The protection factor is then indicated on a scale from 1 to 4.
The glove sample is placed on a conductive strip and loaded onto the TDM-100. When the metal blade touches the metal strip, the test is terminated. A straight blade is loaded into the machine. Weight is added to serve as a force. The blade moves across the fabric. The blade is replaced with a new one to ensure accuracy. The sample is cut five times, each with three different loads. The distance travelled to cause cut through at various forces is recorded. The data is used to determine the load required to cut through the sample.
The glove’s material is stretched and lit with a gas flame. The flame is held against the material for 15 seconds. After the gas flame is distinguished, the length of time is measured for how long the material either glows or burns.
The glove’s material is exposed to temperatures between +100°C and +500°C. The length of time is then measured for how long it takes the material on the inside of the glove to increase by 10°C from the starting temperature (approx. 25°C). 15 seconds is the minimum accepted length of time for approval. For example: to be marked with class 2, the glove’s inside material must manage 250°C heat for 15 seconds before the material exceeds 35°C.
The amount of time is measured for the heat from a gas flame (80Kw/kvm) to increase the temperature of the glove’s inside material by 24°C.
The glove’s material is stretched in front of a heat source with an effect of 20-40 kw/kvm. The average time is measured for heat penetration of 2.5 kw/kvm.
The test is based on the total number of drops of molten metal required to increase the temperature by 40°C between the inside of the glove and the skin.
glove material. Molten metal is then poured over the glove material. The total number of grams is measured by how much molten metal is required to damage the simulated skin.
Product Features
ABOUT THE DESIGN
USEFUL IN THESE INDUSTRIES
MATERIAL HANDLING
OIL & GAS
PAINT & CHEMICAL
PETROCHEMICAL
Product Details

Tests
Resistance to abrasion based on the number of cycles required to abrade through the sample glove (abrasion by sandpaper under a stipulated pressure). The protection factor is then indicated on a scale from 1 to 4 depending on how many revolutions are required to make a hole in the material. The higher the number, the better the gloves.
Blade cut resistance based on the number of cycles required to cut through the sample at a constant speed. The protection factor is then indicated on a scale from 1 to 5.
Tear resistances based on the amount of force required to tear the sample. The protection factor is then indicated on a scale from 1 to 4.
Puncture resistances based on the amount of force required to pierce the sample with a standardly sized point. The protection factor is then indicated on a scale from 1 to 4.
The glove sample is placed on a conductive strip and loaded onto the TDM-100. When the metal blade touches the metal strip, the test is terminated. A straight blade is loaded into the machine. Weight is added to serve as a force. The blade moves across the fabric. The blade is replaced with a new one to ensure accuracy. The sample is cut five times, each with three different loads. The distance travelled to cause cut through at various forces is recorded. The data is used to determine the load required to cut through the sample.
The glove’s material is stretched and lit with a gas flame. The flame is held against the material for 15 seconds. After the gas flame is distinguished, the length of time is measured for how long the material either glows or burns.
The glove’s material is exposed to temperatures between +100°C and +500°C. The length of time is then measured for how long it takes the material on the inside of the glove to increase by 10°C from the starting temperature (approx. 25°C). 15 seconds is the minimum accepted length of time for approval. For example: to be marked with class 2, the glove’s inside material must manage 250°C heat for 15 seconds before the material exceeds 35°C.
The amount of time is measured for the heat from a gas flame (80Kw/kvm) to increase the temperature of the glove’s inside material by 24°C.
The glove’s material is stretched in front of a heat source with an effect of 20-40 kw/kvm. The average time is measured for heat penetration of 2.5 kw/kvm.
The test is based on the total number of drops of molten metal required to increase the temperature by 40°C between the inside of the glove and the skin.
glove material. Molten metal is then poured over the glove material. The total number of grams is measured by how much molten metal is required to damage the simulated skin.



















